Bouwkundig detailleren voor tekenaar en ontwerper:
Metaal(staal) verbindingen.
Voor de volgende onderwerpen ga naar:
staalverbindingen;
Staalverbindingen:
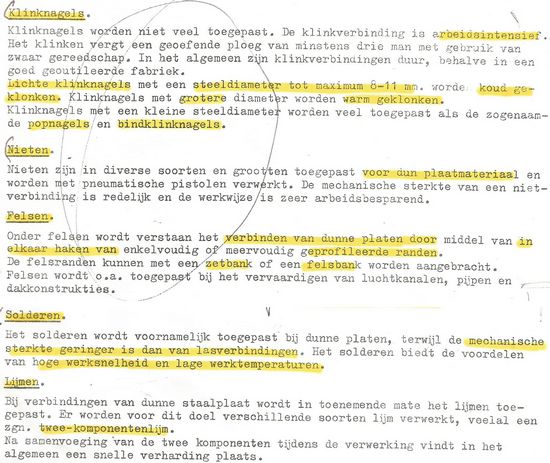
De stijfheid van een verbinding hangt af van de vorm van de verbinding en van de toe te passen verbindingsmiddelen.De volgende verbindingsmiddelen komen in aanmerking: Schroefbouten, klinknagels, nieten, felsen, lassen, solderen en lijmen.
Met normale bouten ontstaan de grootste verschuivingen, doch met elektrisch gelaste verbindingen en met voorspanbouten kunnen praktisch volledig stijve verbindingen worden verkregen.
(Vermijd bij voorkeur het lassen en lijmen op de bouwplaats.)

| bron: HTS diktaat 1977 |

Schroefbouten:
bron: HTS diktaat 1977Schroefbouten kunnen alsvolgt worden ingedeeld:
- Bouten die niet tot een voorgeschreven spanning worden aangespannen
zoals handelsbouten, pasbouten, bouten met hoge treksterkte en injectiebouten. - Bouten die tot een voorgeschreven spanning worden aangespannen
zoals voorspanbouten, voorspan- pasbouten en voorspan- injectiebouten. - Bijzondere voorspanbouten
zoals "Huck-bolts" en "Load-indicating bolts". - Bijzondere typen bouten
zoals felsmoerbouten, inslagmoerbouten, blindklinkmoerbouten, etc. - Plaatschroeven
zoals draadvormende-, draadsnijdende- en zelfborende plaatschroeven, slagschroeven, lasbouten, stiftbouten, etc.

Schroefbouten in ruime gaten:
Handelsbouten zijn niet nauwkeurig bewerkt, zodat de gaten 1-2 mm groter geboord moeten worden dan de diameter van de boutsteel.Door het aandraaien van de bout ontstaat een axiale kracht in de bout. Deze heeft echter geen gegarandeerde grootte, zodat in een eventuele berekening geen rekening mag worden gehouden met een eventueel optredende wrijvingskracht tussen de verbindingsmiddelen.
De krachtsoverbrenging geschiedt, nadat enige verschuiving is opgetreden, door de contactdruk tussen gatwand en boutsteel, waarbij de steel op afschuiving en het te verbinden materiaal op stuik worden belast.
Deze bouten worden hoofdzakelijk toegepast voor montageverbindingen van niet belangrijke constructies.
Passende schroefbouten:
Deze bouten worden zuiver op maat gedraaid. De geboorde gaten moeten geruimd worden, zodat de bouten zuver passend kunnen worden aangebracht.De benodigde bewerkingen maken deze bouten wel duur, doch zeer geschikt om krachten over te brengen, vooral van wisselende belasting
Injectiebouten:
Deze bouten behoeven niet nauwkeurig op maat te zijn en de gaten kunnen met een zeer ruime speling (2 � 3 mm) worden uitgevoerd. Na het op maat stellen van de verbinding wordt de ruimte tussen de boutsteel en de gatwand met kunsthars ge�njecteerd. Daardoor zal verschuiving van de verbindingsdelen voorkomen worden.Een injectiebout is derhalve een goedkope pasbout met stelmogelijkheden.
Omdat kunstharsen over het algemeen gevoelig zijn voor kruip moeten voor verbindingen, waarbij geen belangrijke verschuivingen mogen optreden
(tenzij de belastingen klein zijn), alleen injectiebouten worden toegepast als de constructiedelen voldoende dik zijn.
De opneembare stuikkrachten worden dus begrensd door de eigenschappen van de kunsthars.
Voorspanbouten:
Voorspanbouten zijn schroefbouten van materiaal met een hoge treksterkte. De moer van deze bouten wordt zo vast aangedraaid, dat verschuiving van de constructiedelen niet optreedt en de wrijving tussen de delen groot genoeg is om de belasting loodrecht op de boutas op te nemen.In verband met de grote vlaktedruk onder kop en moer, zijn de afmetingen hiervan groter om het optreden van kruip van het constructiemateriaal te voorkomen.
Zowel onder de boutkop als onder de moer wordt een sluitplaat, eveneens van hoogwaardig staal, aangebracht, teneide het indringen van de kop of moer in het zachtere constructiestaal te voorkomen.
Het aandraaien van deze bouten geschiedt met een speciale momentsleutel, zodat de (volgens berekening) vereiste voorspankracht bereikt wordt.
Lastechnieken:
bron: HTS diktaat 1977Lassen is de verbindingstechniek, waarbij al dan niet onder toevoeging van extra materiaal, twee of meer te verbinden constructiedelen door warmte en
eventueel drukken met elkaar worden verbonden.
De warmte wordt toegevoegd door:
a)
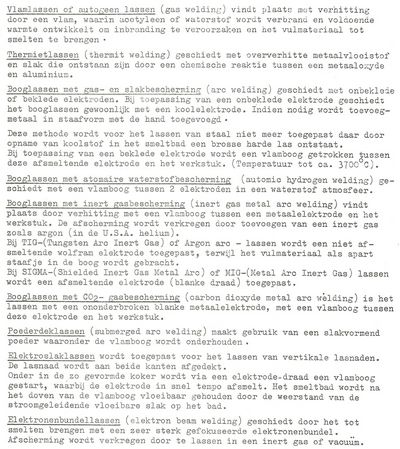
directe verhitting met een acetyleenzuurstofvlam (autogeen lassen):
b)
indirecte verhitting door omzetting van electrische energie in warmte (electrisch lassen);
c)
een chemische reactie (thermiet lassen).
")
Het doel van het lassen is; de eigenschappen van het lasmateriaal en het basismateriaal aan elkaar gelijk te houden ten aanzien van de mechanische eigenschappen, de weerstand tegen corrosie en de bewerkbaarheid.
De verhitting van het materiaal en tevens de daaop volgende afkoeling tijdens het lasproces kunnen de eigenschappen van het moeder- en het lasmateriaal voornamelijk
be�nvloeden door een structuurverandering en krimpverschijnselen.
De structuurveranderingen zijn o.a. sterk afhankelijk van het koolstofgehalte van het staal.
Bij hardbare staalsoorten met b.v. meer dan 0,3 % C kan harding optreden, met als gevolg dat de rek ter plaatse zeer klein wordt en dat er scheurtjes kunnen ontstaan.
Het is niet zonder meer aan te geven of een staalsoort lasbaar is of niet, daar dit behalve van het materiaal ook afhangt van de gevolgde lasmethode en van de lasomstandigheden.
In de praktijk wordt aangenomen dat staalsoorten met minder dan 0,2 % koolstof zonder bijzondere voorzorgen lasbaar zijn.
Ook staalsoorten met meer dan 0,2 % C zijn vaak lasbaar; er moeten dan soms voorzorgen worden genomen, zoals voorverwarmen en langzaam afkoelen. Van groot belang is echter ook de zuiverheid van het staal.
De gevolgen van de optredende krimp zijn afhankelijk van:
a) de keuze en de vorm van de lasnaad;
b) de wijze waarop deze lasnaadvorm wordt gelast;
c) de volgorde waarop de laverbindingen van een constructie worden uitgevoerd;
d) de snelheid van de verplaatsende warmtebron tijdens het lassen;
e) de uitzetting, warmtegeleiding, soortelijke warmte, elasticiteitsmodulus en rekgrens van het materiaal.
Door middel van proefnemingen en berekeningen tracht men met een keuze uit bovengenoemde factoren de vervormingen en optredende spanningen zoveel mogelijk te beperken.
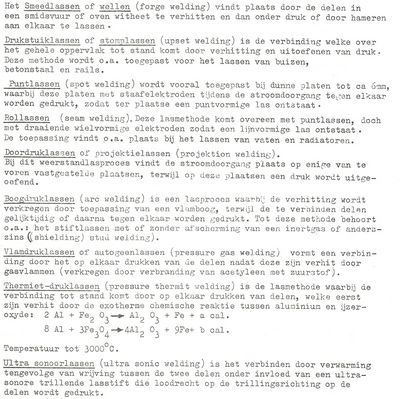
Lasmethoden:
Men onderscheidt twee lasmethoden:- Druklassen:
na verhitting komt de verbinding door drukken of hameren tot stand. - Smeltlassen:
bij verhitting wordt, al of niet onder toevoeging van vulmateriaal, een inbranding in de lasnaad veroorzaakt, terwijl de lasverbinding zonder mechanische druk tot stand komt. Door de inbranding wordt een goede hechting verkregen
 zie de verdere onderverdeling van beide lasmethoden.
zie de verdere onderverdeling van beide lasmethoden.
Let op!
Bij het lassen of snijden aan buizen kan het voorkomen, dat er een gedeelte van het gas niet verbrandt door luchtgebrek. Deze gassen kunnen door de buis verplaatst worden en ontbranden
op een plaats waar wel voldoende zuurstof aanwezig is. Deze plaats kan buiten de controle van de lasser vallen, waardoor brand kan ontstaan.
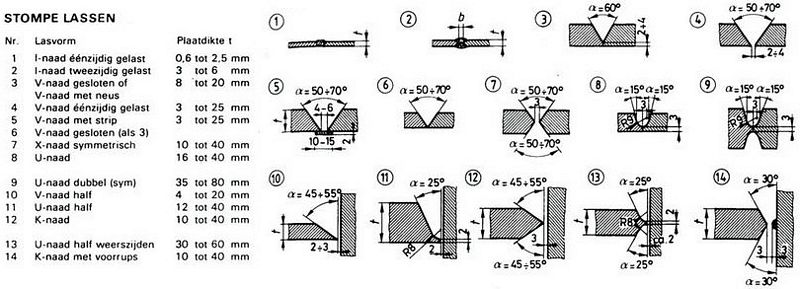
Lasnaadvormen:
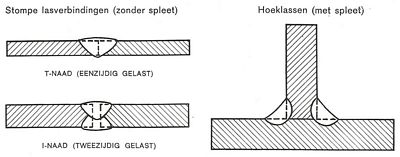
De vorm van de lasnaad, welke tussen de te verbinden maaterialen wordt aangebracht, kan op verschillende manieren worden uitgevoerd.Men onderscheidt stompe lasnaadvormen en hoeklasnaden.
Bij stompe lasnaden ontstaat na het lassen een spleetloze verbinding, bij hoeklasnaden is dit niet het geval.
Bouwkundig detailleren voor tekenaar en ontwerper:
dd: 23-12-2019

| extra informatie behorende bij: | Lastechnieken: |
|
Onderverdeling lasmethoden:
Druklassen:
")
Smeltlassen:
")